Case Studies
Blu Ocean has solved countless air, condensate, and compliance issues for all types of industries, big and small, saving clients tens of thousands, even millions of dollars of unnecessary costs and fines. Below are just a few sample cases in which we have been involved.
Ready to get started or have a question? Send a message to a Compressed Air expert today.
Manufacturing Facility
Situation—A local manufacturing company had a 300 HP compressed air system. The compressor was located in a transition area between production, finished goods, and shipping/receiving rather than in an isolated compressor room. During the summer, there were constant complaints that the heat in the compressor area was unbearable. As a compressor generates compressed air, a massive amount of heat is created. For example, a 300 HP compressor generates just under 900,000 BTUs of roughly 100-degree heat running in a 24/7 capacity. A typical household furnace produces around 50,000 BTUs. Therefore, a 300 HP compressor generates the equivalent of 18 home furnaces operating at 100 degrees.
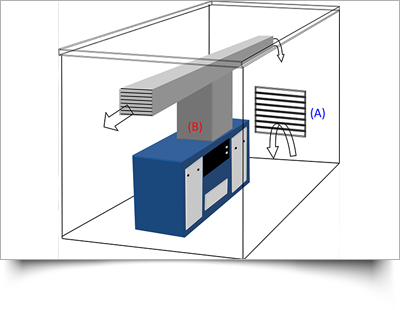
Result—In many installations, compressor heat is ducted outside and removed from the plant. In this instance, the heat was not vented outside during the summer. As a result, the excessive heat overwhelmed employees as they walked between production, the warehouse, and the shipping/receiving area.
Working with a local mechanical company, we fabricated a ductwork system that ran heat outside in the summer and used a manual bypass to distribute the heat inside during the winter. The recovery and redistribution of the heat offset the utility costs in the winter. Even with the shipping and receiving doors open in the winter, there was so much heat being produced, they had to transfer the heat from the compressor outside whenever the outside ambient temperature was above 40 degrees.
As a result, there is a massive amount of recoverable heat from your compressor. Most gas utility companies will offer rebate plans to recover this heat, covering a significant portion of the ductwork installation and materials cost and providing a rapid return on investment.
New Orleans Shipyard
Situation—Following the Deepwater Horizon oil spill in 2010, the local government restricted compressor oil carryover to a maximum of 15 ppm. Several competitor's oil-water separators were purchased, tested, and could not remove enough oil to bring the clean condensate discharge down to 15 ppm. As a result, the end-user was forced to collect the condensate and have it hauled away by a waste management company. The cost was significant due to the amount of condensate collected from the large facility in a humid environment.

Collectively, twenty-two 250 HP rotary screw compressors were running 24/7 with an additional 22 backup compressors. Each online compressor produced 355 gallons of condensate per day, totaling 7,810 gallons of condensate to be removed. Cost quickly became an issue as the waste management processing fees were $.15 per gallon. The shipyards cost was $1,171.50/day, $35,000/month and $420,000/year.
Result—A competitive oil-water separator manufacturer contacted Clean Resources asking for help knowing they offer a 10 ppm clean condensate guarantee. Clean Resources provided an oil-water separator solution that brought the client into compliance. This allowed them to discharge their clean compressor condensate into the onsite drains at a level below 10 ppm, satisfying the local ordinance. In addition, their products offered significant cost savings with an ROI of fewer than four months, including a redundancy package to every system, guaranteeing EPA compliance.
New Jersey Manufacturing Company
Situation—A local kayaker noticed an oil slick in the water and followed the oil upstream to a large manufacturing facility located 300 yards from the riverbank—a call was made to the city code enforcement to investigate. The oil was traced back to the company’s compressor room, where several large old compressors were running. These were passing significant amounts of compressor oil, with all drain lines discharging condensate to the ground outside. With decades of draining the oil carryover, it was so vast that the oil saturated the ground for several hundred yards to the riverbank, leaking into the river.

To put decades of environmental mismanagement into perspective, it only takes one gallon of oil to contaminate up to 4 acres of water.
Result—Aside from the overwhelming fines, the company was responsible for remediating the contaminated ground. This required the soil to be excavated and removed as hazardous waste. As costs grew exponentially, the railroad that ran between the plant and the river was required to shut down for several months while the remediation took place. The cost was so high the company was forced to abandon the building and fell into bankruptcy. All this time, a simple solution existed. If an inexpensive oil-water separator had been purchased to remove the oil from the condensate lines, clean condensate could have been drained to the ground. This simple equipment purchase would’ve saved the groundwater contamination that took place and saved jobs and the business.
Kalamazoo, Michigan
Situation—A local manufacturing company was looking for a new compressed air system and reached out to us. They were currently using a 150 HP modulating air compressor. When manufacturing hit peak demand, the primary compressor could not make enough air, so the backup compressor was forced to run to meet the plant’s needs. The primary and backup compressors offered no trimming capabilities or energy-efficient controls. The backup compressor came on, and there were no controls set to turn it off when it was no longer needed. Energy costs rose significantly and forced management to believe their primary compressor was undersized to handle the plant.

Result—The plant ran three shifts with differing air demands. The existing compressor could not satisfy the peak demand and was inefficient in delivering air during the decreased demand shifts. This offered a perfect situation for a Variable Speed Drive compressor (VSD). As part of the air assessment, leaks were identified and repaired, which relieved some of the plant air demand issues.
In addition, storage and control were implemented to help with air “big events” as the stored air would satisfy the peek air event, and the compressor was able to run smoothly despite peaks in demand. The VSD compressor delivered more air than the outdated modulation compressor, allowing the backup compressor to remain in the redundancy position. As the demand fluctuated up and down, the VSD compressor was able to drive down the demand for that shift, saving the customer money. The rebates offered in addition to the energy savings provided a 7-month return on investment for the plant.
Detroit, Michigan
Situation—A large Detroit manufacturing company’s 500 HP compressed air system could not be located near a drain, so the outlet lines were run outside the building. During the winter months, the lines froze, causing backups in the system. To remedy, the lines were brought inside to thaw and drained into a 10-gallon tote.
The company was in the process of a midwinter ISO audit when a record heatwave hit with temperatures reaching the mid 70’s.

As a result, the dry winter air quickly became saturated with moisture. As the 500 HP compressed air system ran throughout the night, hundreds of gallons of condensate were extracted from the moist air and filtered through the oil-water separator.
The 10-gallon tote was no match for the hundreds of gallons of condensate, now ankle-deep in the compressor room. But, unfortunately, this was the condition the ISO audit team found the following morning.
Result—The ISO audit team red-flagged the compressed air system. The auditors determined a complete system overview was required to ensure the safety of employees. The plant's compressed air system was suspended from operation until it met local, state and EPA guidelines. Local code and our compressed air system specialists were brought in to identify the system failures and recommend a long-term solution.
Since there was no drain present in or near the compressor room, our recommendation was to collect the clean compressor condensate in a container housing a sump pump. The condensate line was plumbed 350' to the closest drain on that side of the facility. The clean condensate was pumped and discharged into a sanitary drain, ensuring no future overflow issues from compressor condensate in the room.
Atlanta, Georgia
Situation—A large Atlanta manufacturing company received an unannounced visit from the EPA enforcement agent. The plant visit went exceptionally well. However, as the company president walked the exterior of the building with the agent, they came upon a small dead patch of grass near the building. As they inspected the area, they heard a blast of air coming from a drain line. The noise was an electronic timer drain blowing off in the compressor room. The agent had already inspected the compressed air system and recognized they had the required oil-water separator installed, so they went back inside to look closer.
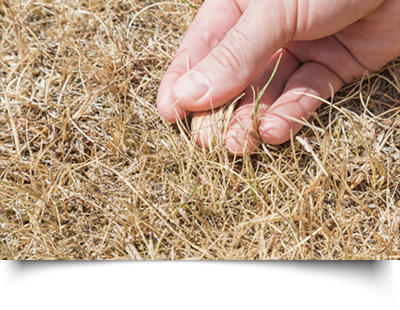
Result—The oil-water separator was reinspected, and it was determined the incoming condensate lines were connected correctly, and the outlet line was running to the sanitary sewer. However, as they began tracing the drain lines from the compressed air equipment, they noticed the lines connected to the electronic timer drains bypassed the oil-water separator and ran directly outside where the oil-carryover killed the grass.
When maintenance was questioned on why they bypassed the oil-water separator, they replied they didn’t think the unit could handle the incoming pressure. Management explained the separator incorporates a built-in vent to diffuse the incoming pressure, and all the lines should have been run to the oil-water separator.
A fine for non-compliance was issued, and the contaminated ground outside was required to be remediated and removed as hazardous waste, adding additional cost to the oversight.
Midwest Company
Situation—An automotive manufacturing company moved into an old furniture facility. The plant had an existing centrifugal compressor that did not have any trimming controls. Rather than purchase a new compressor, they used the existing 700 HP compressor. It made plenty of air, and any unneeded air was blown out through the exhaust system. As they settled into the facility, they were informed that the 24/7 operation of the compressor cost them roughly $350,000 per year. A local service provider was called in because they offered a free air assessment. The data showed that only 30% of the compressed air was being used.

Therefore, 70% of the remaining air was vented outside, wasting an estimated $245,000 annually in electricity. The plant manager immediately sent RFQ’s out to every compressor distributor in the area.
Result—Our company was awarded the project, and based on the report supplied from the air audit, we recommended a series of compressors that would communicate with each other—these auto-rotated to balance out the hours, taking turns trimming or running as a baseload. Because of the trimming features, we were able to apply for a significant rebate.
After touring the plant with management, we heard a significant leak load and suggested a comprehensive air assessment utilizing the air audit rebate funds available. We tagged and repaired leaks totaling more than 1,000 CFM (200 HP) of continually lost air. The current compressor did not have trimming capacity to take advantage of the repaired leaks, but the math didn't seem to add up with all the leak loads repaired.
Management requested a hot tap to be installed on their compressor header and a flow meter installed to measure the exact CFM demand. After one week of logging the CFM flow, the meter was removed, and the data was collected. Unfortunately, the original "free" assessment was misreported. The plant wasn't using 30% of the air, they were using 70%. In addition to the annual savings misquoted, the new compressed air system ordered would not have made enough air to keep up with the plant's demand. Fortunately, our comprehensive air assessment caught the error in time before the equipment was delivered and installed, saving the plant downtime and money for additional equipment.
Greenville, Michigan
Situation—A sandblasting company had a series of machines that ran variable shifts but typically 8 – 14 hours per day. It was a small shop, but they used an incredible amount of compressed air. The plant spent over $100,000 per year in electricity to run the two 75 HP rotary screw compressors.
Understanding the compressed air system cost, the plant manager believed there was a more efficient alternative and reached out to our senior air assessment manager for a solution.

Result—The air assessment looked at two areas to manage the challenge. First, on the supply side, the air was measured, and at full capacity, both 75 HP compressors were running full load and barely able to keep up with demand.
We also looked at the demand side and noticed that plant activity intermittently used big chunks of air. When each machine turned on, they used well over 100 CFM for brief periods. This intermittent air use offers opportunities for storage and control of the air.
There are three advantages.
- Adequate storage requires less HP for operating, saving electricity.
- Control features added to the storage can increase the efficiency of delivering consistent air to the equipment. When consistent air is delivered, it opens the opportunity to bring plant pressure down, saving energy. For example, every two psi equals 1% in energy savings.
- Less horsepower required saves money in capital and maintenance costs.
We calculated the amount of storage required during a two-week study based on the amount of time each machine would run per day. The goal was to store enough air, running on one compressor during off-demand times.
A series of large storage tanks were brought in, connected, and controlled by a flow controller. The plant purchased enough storage that the compressor would run during off-peak hours to fill all the tanks. Plant equipment used the stored air during the day, and the compressor would refill the storage at night. With enough stored air available, efficiently delivered to the equipment with the flow controller, they were able to bring plant pressure down from 110 psi to 85 psi.


